-
Nářadí
-
Ostatní
-
Česky

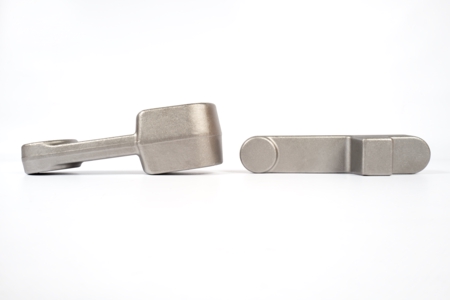
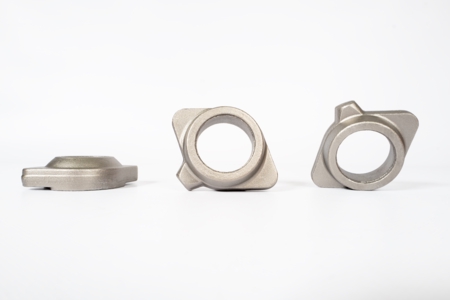
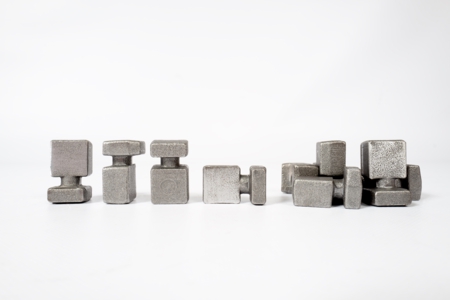
Ve společnosti ZBIROVIA se kromě kovaného a lisovaného nářadí specializujeme také na *zakázkovou výrobu zápustkových výkovků* v malých a středních sériích. Zpracováváme uhlíkové, nízko i vysoce legované oceli a poradíme si i s nerez ocelí, mosazí nebo bronzem.
Naše kovárna disponuje devíti samostatnými pracovišti, z nichž každé je vybaveno:
Technické možnosti výroby:
Díky dlouholetým zkušenostem, technické vybavenosti a flexibilitě dokážeme navrhnout a dodat výkovky, které splní i náročné požadavky zákazníků z různých odvětví – od strojírenství, stavebnictví, zemědělství až po energetiku.